


Liquid Size Reduction
Dispersions
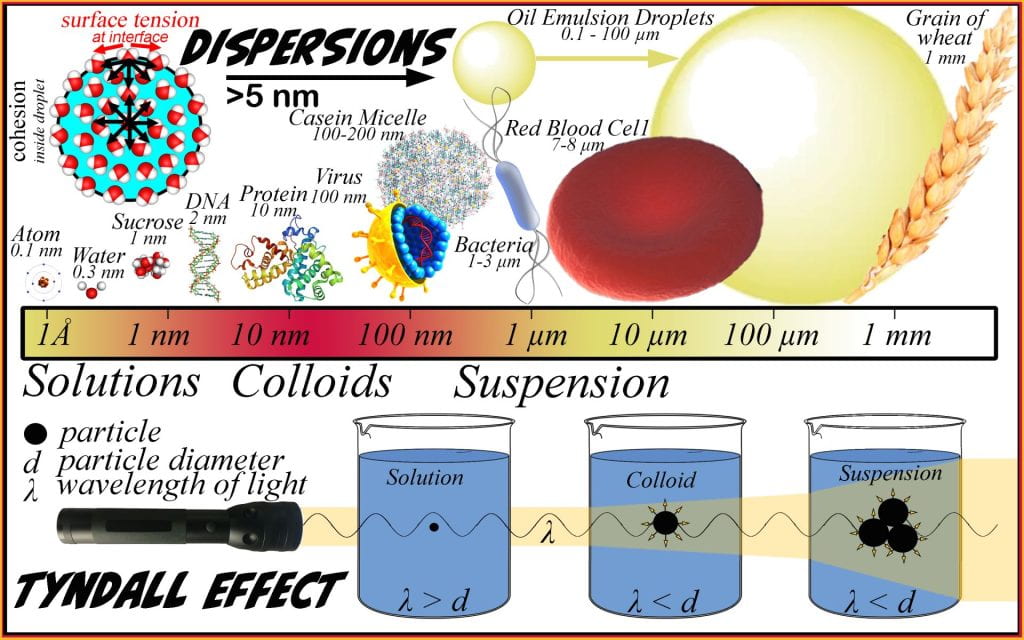
The International Union of Pure and Applied Chemistry (IUPAC) definition of dispersion is a material comprising more than one phase where at least one of the phases consists of finely divided phase domains, often in the colloidal size range, dispersed throughout a continuous phase (Slomkowski et al., 2011). Dispersions are sub-classified based on the size of the discontinuous phase particles, whether or not precipitation occurs, and the presence of Brownian motion. Small particles that do not sediment and are kept apart via Brownian motion are termed colloids varying between 5 nm and 0.5 µm, while particles >0.5 µm will eventually sediment and are termed suspensions. No finite size differentiates colloids from suspensions because the interface characteristics are equally important as both parameters alter stability, which ultimately classifies stable dispersions as colloids and non-stable dispersions as suspensions. Suspensions are typically opaque as the particles exceed the wavelength of light, causing light to reflect. The Tyndall effect is a simple way to differentiate transparent solutions from transparent colloids; passing a light or laser beam through a solution cannot be observed; however, the presence of a colloid, such as diluted skim milk (e.g., casein micelle) or a flour suspension, will make the light beam apparent as it passes through the dispersion. Colloids are essential and relevant everywhere in biological fluids, foods, and delivery systems for fertilizer and pharmaceuticals. A key differentiating factor between solutions and dispersions is the presence of an interface between incompatible phases. When the dispersed and continuous phases are incompatible (i.e., oil and water), an interface gives rise to unbalanced cohesive forces generating a surface tension that has a net attraction toward the droplet, minimizing the radius and surface area resulting in spherical droplets. Thermodynamics will minimize the unbalanced force generated across the interface when a surface is flexible, such as an oil-in-water emulsion or a soap bubble-in-air. In a two-phase oil-in-water system, the surface tension is constant, so the force can only be lowered by decreasing the surface area that the surface tension can act across. Spheres form because they are at the maximum volume-to-surface area ratio; the other feature to arise due to the surface curvature is the Laplace pressure. The Laplace pressure is the outward force exerted at the droplet interface. Practically, this is obvious if considering blowing up a balloon; as air is blown into the balloon, the pressure increase inside but not outside the balloon and when more air is blown in, the internal pressure increases more. If Laplace pressure does not result or the pressure inside is less than outside, the surface will become undulated and puckered, which does not occur.
Sedimentation and Creaming

A particle suspended in solution must displace an equal volume continuous phase. When the density of the particle is less than the continuous phase, creaming occurs (e.g., less dense particles rise in solution); conversely, when the particle density exceeds the continuous phase density, sedimentation occurs (more dense particles fall out of solution). The rate of creaming and sedimentation are determined using Stoke’s law which combines the downward gravitational force counteracted by the buoyant force of the displaced continuous phase and the drag force. The separation of particles accelerates until the drag force adjusts itself to make the net force on the particle equal to zero, after which the spherical particle travels at a constant terminal velocity (υs).
The gravitational force is the particle mass, calculated from the particle volume (Vparticle = 4/3πR3), where R is the radius, multiplied by the density of the particle (r2), and gravitation force (~ 9.81 ms-2). The buoyant force is identical to the gravitational force, except it replaces the particle density r2 with that of the continuous phase r1; hence it considers a sphere of the displaced continuous phase. Once the spherical particle is in motion, a drag force (F=6πµRυs) is generated, acting in the opposite direction the particle travels and dependent on the continuous phase viscosity (µ). Stoke’s law calculates the terminal velocity that the particle will separate, which is directly proportional to the difference in density between the particle and continuous phase, a positive squared correlation to particle radius, and inversely proportional to the viscosity. Separation accelerates when the density difference or particle radius increases and continuous phase viscosity decreases. Stokes’ law is particularly useful for homogenously sized particles, but when the dispersion contains a range in particle sizes, non-uniform velocities lead to particles separating at different speeds. Large particles travel faster than small particles, which causes sweeping flocculation where particle aggregate due to different velocity profiles, and as particles flocculate, their effective radius increases, further accelerating separation. For oil-in-water emulsions, stability is increased when the density of the oil phase is increased closer to the density of water, accomplished by brominating vegetable oil, increasing the continuous phase viscosity by adding a low concentration of protein or polysaccharides, and decreasing the particle size, by increasing the power of homogenization.

Ostwald’s’ Ripening
Beyond nanodispersions, particles are not thermodynamically stable, therefor kinetic barriers to separation must be applied to maintain the desired structure until the best-before date. As stated above, the interface of the spherical droplet has unbalanced cohesive forces giving rise to surface tension. The system attempts to reach equilibrium by forming the smallest surface area for the surface tension to act. Thus, the internal pressure is inversely proportional to the radius and positively proportional to surface tension.
The internal pressure, or Laplace pressure, acts outward, ensuring a smooth surface. Small droplets have a higher internal pressure than large droplets, and the solubility of the dispersed phase is proportional to this pressure. Consequently, molecules dynamically exchanging at the interface over time favor the migration of molecules from smaller droplets to larger ones without the droplets coming into contact with each other. Over time, this causes emulsions to coarsen, where large drops, particles, and crystals grow at the expense of small droplets, which shrink and eventually disappear. Ostwald’s ripening cannot be completely prevented but can be slowed by adding amphiphilic molecules to the interface lowering the surface tension, or increasing the continuous phase viscosity, especially near the interface, to impede the diffusion of newly soluble molecules away from the small droplet.

Mechanical, Pressure, and Ultrasonic Homogenization
Homogenization is the process of making things uniform; in the case of fluid processing, it drastically decreases the size of the dispersed phase droplets in the continuous phase and requires emulsifiers to stabilize the newly created enormous interfacial surface area between the droplet and continuous phase to ensure separation does not occur. The reduction in particle size is a function of the power input of the homogenizer and is subdivided into three primary techniques mechanical, pressure, and ultrasonic homogenization. Mechanical homogenizers apply rotational shear forces using an inner rotor, with rotational speeds up 35,000 rpm, and a stationary outer stator, both of which contain gaps that allow fluid to flow through the rotor-stator gap, which causes an uneven acceleration of the fluid, causing dispersed phase droplets to elongate and the break apart. Pressure homogenization was invented by Auguste Gaulin in 1899 to treat fluid milk. The first pressure homogenization contained a three-piston pump that forced milk through a narrow tube while applying pressure; this action broke fat globules into smaller, more uniform droplets preventing creaming. Ultrasonic homogenizers use sonic pressure waves, causing vapor bubbles to form that undergoes oscillation between compression and rarefraction, which is a reduction in density leading to expansion. Eventually, the bubbles cavitate (implode), generating high localized shear forces that reduce droplet size.

Two-Stage High-Pressure Processing
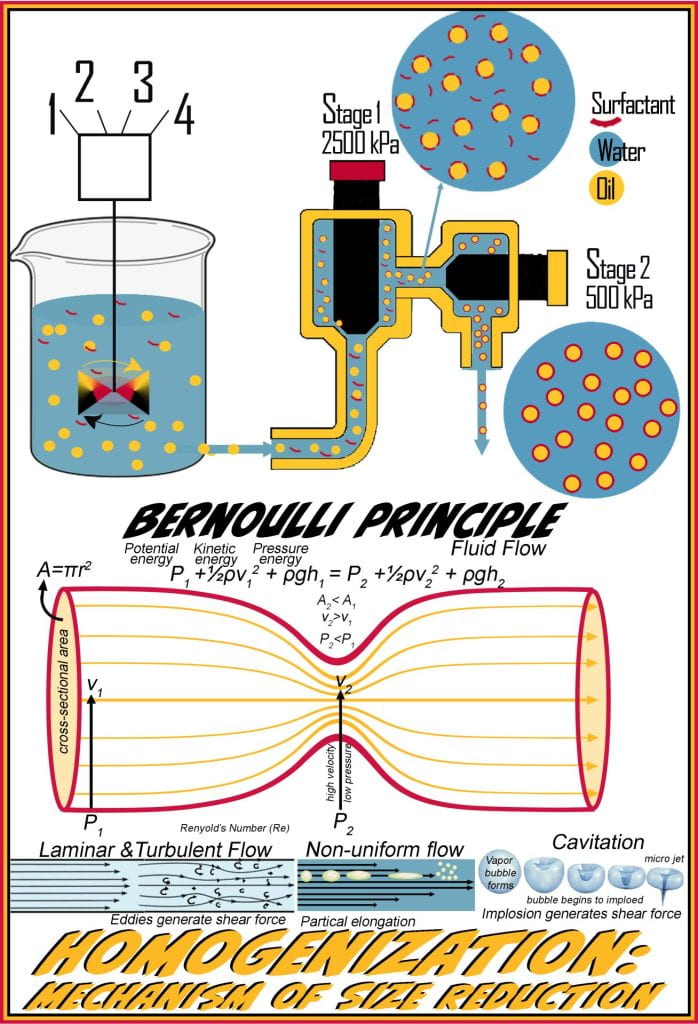
Skim milk and cream are recombined to standardized milk fat concentrations and homogenized to ensure that creaming does not spoil the product before the best-before date. Homogenization passes recombined milk through a small orifice; early versions operated under low pressure, and the particle size reduction was limited to the opening size. Modern day seat-valve homogenizers use very high pressures (>2500 kPa) to pass the fluid through the small orifice, and the particle size reduction creates a monodispersed fine emulsion. Stage one primarily reduces the lipid droplet size; as a consequence, there is an increase in the oil-water interfacial area.
Stage two operates at lower pressure (~500 kPa) and redisperses lipid droplets that have flocculated, allowing time for the diffusion of other surface active molecules in milk to reach the oil-water interface. There are three primary mechanisms of particle size reduction occurring concurrently during homogenization. As the fluid enters the orifice, the volumetric flow rate must equal the flow rate before constriction. Bernolulli’s principle conserves energy (potential, kinetic & pressure) through the flow area, where a reduction in the cross-sectional area results in fluid acceleration through the orifice at V2. The acceleration of fluid alters the flow profile from laminar to turbulent flow, generating eddies that break droplets; second, fluid flows more slowly near the channel surface than the droplet in the center of the cross-section resulting in particle elongation. Droplet elongation increases the dispersed phase surface area and eventually leads to dissociation into smaller droplets. Finally, at V2, fluid flows much faster than at V1 due to the reduction in the cross-sectional area; the fluid acceleration coincides with a large pressure drop. The pressure drop is sufficient to reduce the liquid boiling point to below the fluid temperature causing water vapor bubbles to form in the orifice. As the fluid exits the orifice and the flow channel expands, the linear velocity reduces, and the pressure returns to P1, increasing the boiling point above the temperature of the fluid. The pressure decrease upon exiting the orifice leads to cavitation, where the vapor bubble implodes, forming a micro jet that generates enormous shear forces, further reducing the droplet size. The stability of homogenized milk arises from the small (micron, 10-6, µm), monodispersed lipid droplets and the increase in particle density arising from more surface active molecules adhering to the new droplet interfacial area. Illustrated by Stokes’s law, a decrease in particle radius and an increase in particle density result in a lower terminal velocity, while the monodispersed droplets prevent sweeping flocculation as the uniform particles travel at the same rates. As lipid droplet size decreases, the internal Laplace pressure rises and limits the magnitude of size reduction.
Dispersion Interfaces and Amphiphilic Molecules
While the interface of the dispersion has a small effect on sedimentation and creaming, adding molecules to the interface can effectively increase the density of the discontinuous phase, and if it becomes closer to the dispersed phase, separation is slowed, as apparent in Stoke’s law. However, the chemistry of the interface is also an important parameter that alters the net attractive and repulsive forces between droplets and minimizes the interfacial surface tension (lowers the rate of Ostwald’s ripening) and can prevent phase inversion. The cohesion, or attractive force, for water, is dominated by strong hydrogen bonds, while oils interact mainly by weak van der Waals interface arising from the long hydrocarbon chains. Both oil and water have unbalanced forces at the interface; for oil, it is van der Waals interactions, and for water, it is hydrogen bonding, both of which are incompatible. These unbalanced forces give rise to surface tension; the oil-water interfacial tension is 35 mN/m, and for air-water, it increases to 72 mN/m. Amphiphilic molecules contain hydrophobic and hydrophilic ends and are added to dispersions to decrease the magnitude of these unbalanced forces. Adding amphiphilic molecules (surfactants) to a dispersed system significantly decreases the system’s surface tension, slowing Ostwald’s ripening.
Emulsifiers or surfactants are small or polymeric molecules added to dispersions to reduce the interfacial tension. These include proteins, which unfold, exposing hydrophobic amino acids to the oil or non-polar phase and hydrophilic amino acids to the water or polar phase. Also, small molecules such as fatty acids (hydrocarbon chain attached to a carboxylic acid), monoglycerides, phospholipids, sorbitan fatty acid esters (Spans) and polyoxyethylene sorbitan fatty acid esters (Tweens) can effectively align their polar portion into the water phase and non-polar side to the oil phase. Both polymeric and monomeric emulsifiers significantly reduce the system’s unbalanced interface forces. Dispersed systems are tailored depending on the compositions and concentration of the dispersed and continuous phases by selecting an appropriate surface active (amphiphilic) molecule (emulsifier/surfactant). Amphiphilic molecules are characterized and selected based on their hydrophilic-lipophilic balance (HLB), which balances the size and strength of a molecule’s hydrophilic and lipophilic moieties. HLB values numerically express the polar portion’s size and strength relative to the molecule’s non-polar portion. HLB is calculated using an arbitrary scale of 0-20 and calculated simply from the fraction of the molecular weight of the hydrophilic groups (Mh) to the molecular weight of the molecule (M).
HLB = 20 X Mh/M
HLB values are essential to select the correct amphiphilic molecule for the dispersion. For foods with continuous water phases and dispersed oil, the HLB value should be between 8-16; while for continuous oil phases, the HLB value should be between 3-6.

Selecting the incorrect HLB value often leads to phase inversion. Food-grade emulsifiers are commercially available for every HLB value, providing flexibility when designing stable dispersed systems. For example, Spans have low HLB values ranging from 1.8 to 8.6; while Tweens are more hydrophilic, having higher HLB values ranging from 9.6 to 16.7. In addition to lowering the system’s interfacial tension, emulsifiers can impart other stabilizing factors, including electrostatic and stearic repulsion.

DLVO Theory and the Gibbs-Marangoni-Effect
Suppose the interface contains an ionizable emulsifier (e.g., sodium lauryl sulfate) at specific pH values. In that case, the groups will be either deprotonated or protonated and carry a negative or positive charge leading to electrostatic repulsion. In the case of a negatively charged interface, positively charged ions and molecules, which are soluble in the continuous phase, are attracted to the droplet surface, creating the stern layer that is the opposite charge carried by the interface. After the stern layer is the double layer over which the remaining charge is neutralized and beyond which no electrostatic repulsion exists.
When dispersed in a water phase, nonpolar-oil droplets, coated in ionized emulsifiers, are drawn to each other by van der Waals attraction (VdW), weak forces that act over large separation distances between particles; as particles come closer together, the VdW interactions increase. Simultaneously, when the distance between droplets decreases to the size of the double layer, weak electrostatic repulsion forces begin to act on the particles. At this point, the net VdW attraction exceeds the electrostatic repulsion, and the particles continue to move closer until they reach a distance equal to their stern layer. When only the stern layers separate particles, the electrostatic repulsion exceeds the VdW interactions, pushing the particles apart. This phenomenon is the basis of the DLVO (Derjaguin B., Landau L., Verwey E., Overbeek T.) theory used to explain the aggregation of aqueous dispersions describing the attractive and repulsive force between charged surfaces that interact through a continuous liquid phase.

If the particle reaches a distance less than the stern layer, irreversible aggregation leads to flocculation and coalescences. Another stabilizing factor imparted by emulsifiers occurs when the amphiphilic molecules extend outward from the droplet interface into the continuous phase but do not carry an ionic charge.

The Gibbs-Marangoni effect is the mass transfer along an interface between two phases due to a surface tension gradient. The longer, more flexible the emulsifier segment that extends into the aqueous phase, the greater the Gibbs-Marangoni effect. As two droplets approach, the extended segments encroach on each other, and the surface becomes undulated or uneven, increasing the surface area, and in response, emulsifiers flow to equilibrate the surface tension evenly across the undulated droplet. Next, the cascade has a concentration or osmotic gradient between the bulk dispersed phase and the dispersed phase between particles. This causes the inward flow of water to equilibrate the osmotic gradient pushing the particles apart. As the particles move apart, the spherical shape is restored, and emulsifiers redistribute evenly across the surface area, reestablishing equilibrium.
Size Reduction of Solids
Carbohydrates from corn, cereal and potato are high in the polysaccharide starch and undergo different processing steps to acquire the starch granules. For corn, once cleaned and de-husked, the kernels are steeped at ~ 50oC in slightly acidic water, allowing water to absorb, increasing the moisture content from 15 to 45% and doubling the kernel volume. The acidic water weakens gluten bonds causing the starch to release, after which the corn is coarsely ground, breaking away the germ layer. Cyclone separators remove the low-density (~ 85% of the oil) germ, which is washed and screened to ensure all starch is removed, then the germ layer is further refined into corn oil. The remaining corn and water slurry is impact-milled, a much more vigorous grinding than previous, to release the starch and gluten from the fiber in the kernel, which is then screened and washed out, leaving a starch-gluten suspension or mill starch. The starch-gluten suspension undergoes centrifugation separating the lower-density gluten protein from starch. At this stage, the starch slurry contains < 2% protein, which is repeatedly washed and separated using centrifugal separation, leaving >99% starch after drying, and the product produced is unmodified corn starch.
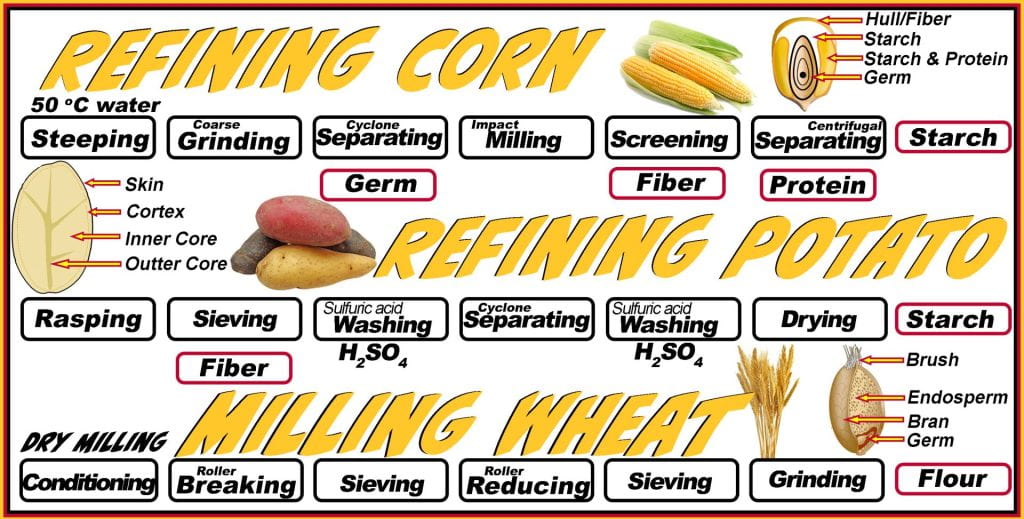
Cleaned potatoes or tubers are rasped (shredded) with sulfur dioxide to prevent enzymatic browning, and the mash is sieved to remove fiber. In the mash fluid, starch granules are liberated into the fluid that also contains phenols and proteins, which in the presence of oxygen, undergo undesirable non-enzymatic browning reactions prevented by sulfur dioxide addition. The mash is repeatedly washed in aqueous sulfuric acid, and the starch fraction (starch milk (60% water)) is separated using centrifugation (cyclones). The starch milk is dried to a moisture content below 20% producing starch granules that are 50 to 100 nm and trace calcium, protein, potassium and iron.

Wheat milling today varies from coarse-ground whole flour produced by a single-pass rotating stone mill to much more advanced refining that purifies only the starch granules containing amylose and amylopectin. Advanced milling undergoes successive gap reduction between rollers; the first roller breaks the bran layer from the endosperm from the germ layers. The powder is sieved, removing fiber before the next size reduction by passing it through the successive rollers with a narrower gap. The subsequent powder is sieved with a smaller sieve pore size that removes the germ layer, and flour (90% starch & 10% protein) remains.